


Beschichtete CBN-Werkzeuge für die Bearbeitung von duktilem Aube-Guss
2023-06-08Austempered Ductile Iron (ADI) ist ein duktiles Eisen mit Austenit- und Bainitmatrix, das durch isothermisches Abschrecken gewonnen wird und auch als Austempered Ductile Iron bekannt ist. Durch die Kombination von hochfestem Bainit und Kugelgraphit verfügt ADI über hervorragende Gesamteigenschaften wie hohe spezifische Festigkeit, Verschleiß- und Abriebfestigkeit, Schallabsorption und Schwingungsdämpfung, gute Kerbempfindlichkeit, Schlagzähigkeit und Ermüdungsfestigkeit, wobei die Vorteile des ursprünglichen Gießverfahrens erhalten bleiben und die Herstellung komplexer Formteile möglich ist. Im Vergleich zu ähnlichen Werkstoffen wie Stahl- und Aluminiumguss weist es eine optimale wirtschaftliche Leistung auf.

Amerikanische Norm ASTM A897/A897M-2015
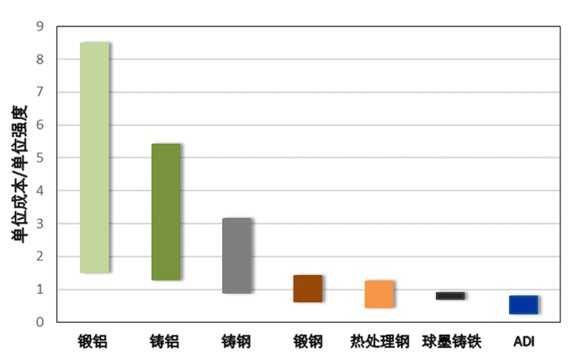
Vergleich der relativen Wirtschaftlichkeit der verschiedenen Materialien
Mit dem Eintritt in das 21. Jahrhundert entwickelt sich die Anwendung von isothermisch abgeschrecktem duktilem Gusseisen in der Automobilindustrie, im Maschinenbau, im Schiffbau, in der Schwerindustrie, in landwirtschaftlichen Maschinen, in der Metallurgie und im Bergbau, in der Windenergie, in Teilen für Hochgeschwindigkeitszüge und in anderen Industriezweigen rasant. Zum Beispiel Zahnräder, Kurbelwellen, Nockenwellen, Getriebeausgangswellen, Querlenker, isothermische Kreuzgelenke, Motorlager, Abschlepphaken, Bremsstative, Querstabilisatoren, Aufhängungsträger, Radnaben, Kupplungsausrücklagerhülsen, Federsitze für Aufhängungen, Differential-Querwellen und Zylinderlaufbuchsen für Schiffsmotoren usw. für leichte, mittlere und schwere Lkw.

Tuscan Speed 6 Sportwagen Orbe Kurbelwelle aus Sphäroguss

Zylinderlaufbuchsen für hochbelastete Schiffsmotoren
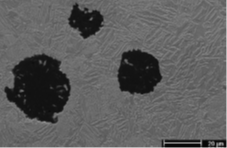
Rasterelektronenmikroskopische Aufnahme des ADI-Mikrogefüges.
Darunter macht der kugelförmige Graphit etwa 15 % des Volumenanteils des Materials aus.
Der kugelförmige Graphit hat einen durchschnittlichen Durchmesser von 30μm und einen durchschnittlichen Abstand von 75μm.
● Ähnlich wie bei gewöhnlichem Sphäroguss führen die sehr unterschiedlichen Festigkeiten der Ferrolegierungsmatrix und des Kugelgraphits bei der mechanischen Bearbeitung von ADI zu intermittierendem Schneiden mit hohen Werkzeugvibrationen, was leicht zu Ausbrüchen führen kann.
● In der gleichen Zeit, für isothermische Abschrecken Wärmebehandlung Phasendiagramm und Prozess Überlegungen, ADI in der Zusammensetzung der Austenit-bildenden Elemente wie Nickel (Ni 0.73wt%), Kupfer (Cu 0.87wt%) Inhalt, sowie spielen eine Stärkung und Oxidations-beständig Molybdän-Element, Chip kleben Werkzeug ernst, die Erhöhung der schnellen Verschleiß des Werkzeugs.
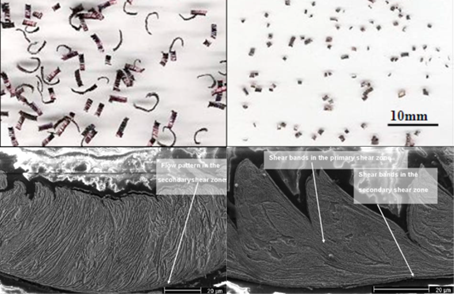
PCBN-Bearbeitung Grad 4 ADI, Makrofotografie des Spans und SEM-Morphologie.
Links, Schnittgeschwindigkeit Vc=100 m/min;
Rechts, Vc = 400 m/min.
(Vorschub f = 0,05 mm/Umdrehung, Schnitttiefe 0,2 mm)
Wenn die Schnittgeschwindigkeit von 50 m/min auf 200 m/min ansteigt, spielt die Verformungshärtung des Spans eine führende Rolle, und die Härte des Spans und die Hauptschnittkraft nehmen zu. Wenn die Schnittgeschwindigkeit weiter ansteigt, verändert sich der Span allmählich von bandförmig zu gezackt, die Spanbrecherwirkung wird allmählich akzentuiert und die Schnittkraft stabilisiert sich allmählich. Bei einer Schnittgeschwindigkeit von mehr als 400 m/min führen die Schnittverformung und die Erhöhung der Schnitttemperatur zu einer martensitischen Phasenumwandlung von Restaustenit im Gefüge von ADI, die Härte des Spans nimmt zu und beschleunigt die Beschleunigung der PCBN-Wendeplatten. Wenn die Schnittgeschwindigkeit weiter erhöht wird, kommt es zu einer Geweberückgewinnung und Oxidation des Spans bei hohen Temperaturen, und der Verschleiß der Wendeschneidplatten nimmt zu.
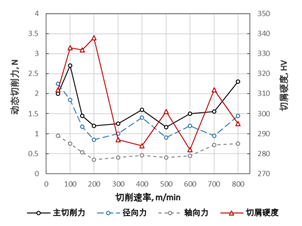
PCBN-Bearbeitung Grad 4 ADI, Schnittkräfte und
Spanhärte in Abhängigkeit von der Schnittgeschwindigkeit
Für die oben genannten Probleme bei der isothermischen Bearbeitung von gehärtetem Sphäroguss fehlen den international und national bekannten Werkzeugherstellern wirksame Lösungen. Generell wird in Anbetracht der Ausbrüche bei unterbrochenen Schnitten PCBN-Werkstoffen mit mittlerem CBN-Gehalt (65%, 70%, bis 75%), vorzugsweise mit metallähnlicher Bindung (Titanlegierung oder Al/Ni/Co), der Vorzug gegeben. Eine geeignete Beschichtung ist ein wirksames Mittel zur Verbesserung der Wirksamkeit der PCBN-Bearbeitung von ADI.
WSS Präzision Werkzeuge (Shanghai) GmbH hat eine zusammengesetzte nano-funktionale Beschichtung entwickelt (patentiert als nationale Erfindung), die die Haft-, Antiverschleiß- und Antiadhäsionseigenschaften von PVD-Filmen mit ersten Erfolgen beim Probeschneiden von gehärtetem Stahl kombiniert. Zusammen mit unseren früheren erfolgreichen Erfahrungen bei der Bearbeitung von Sphäroguss wird erwartet, dass es sich zu einem leistungsfähigen Werkzeug für das isothermische Härten von Sphäroguss entwickelt.